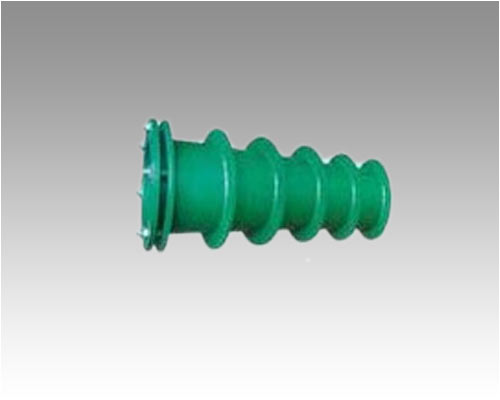
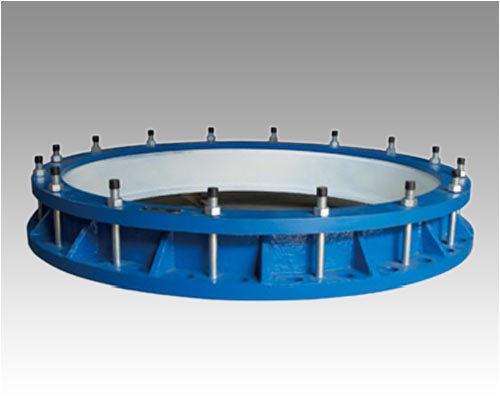
�V�����ׂ������^���ӷ�������Σ���ܵ������]��
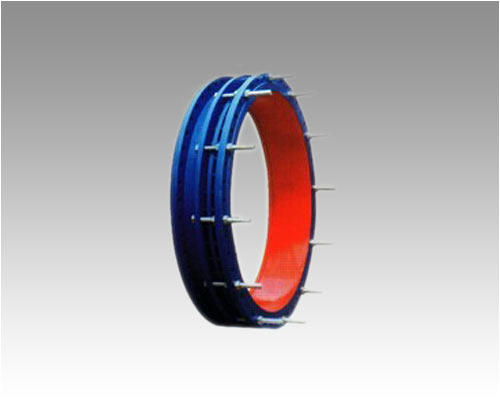
���ׂ������^�ĺ��ӹ�ˇ�����P(gu��n)(li��n)�����ׂ������^Ʒ�|(zh��)�ă�(y��u)�ӣ����ᘌ����xُ���ׂ������^͵Ķ����������������ׂ������^���ӹ�ˇ����ʮ�ֱ�횵�������
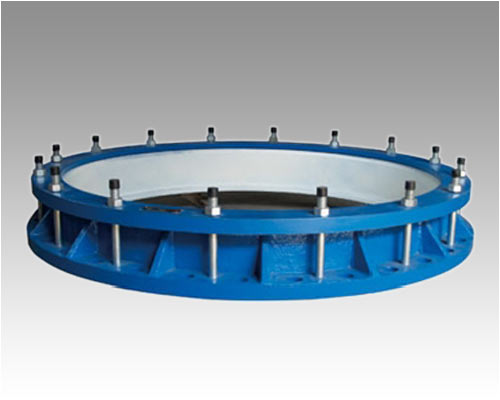
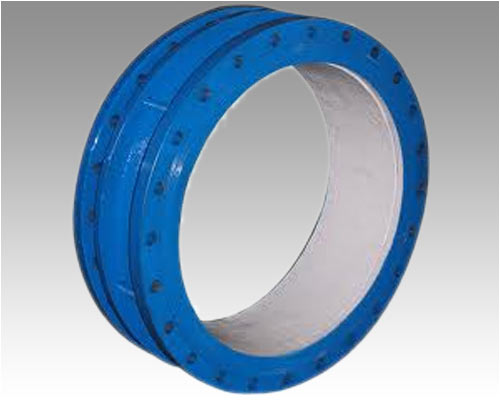
���ׂ������^�ĺ��ӷ���һ���늻�����������늻����Ӻ��w����������S��늺����ӵ��\(y��n)����������회������_չ�o�p�z�y���g(sh��)��������ׂ������^�ĺ��ӹ�ˇ���ܺ����o��(n��i)��ȱ�c(di��n)�����������������ஔ(d��ng)���������^���B���w�ĺ��ӡ����^̎�Ŀ�����(qi��ng)�ȳ��_�����ܺ���Ʒ�|(zh��)Σ����������߀������Ҏ(gu��)�����������ӡ���������λ�����И�(bi��o)��(zh��n)�����P(gu��n)������������ׂ������^���ӷ�ʽ�ֳ��ֹ�����늺����Ӻ��ԄӺ��Ӷ��N�����������ԄӺ��Ӽ��g(sh��)�ԬF(xi��n)�A��߀���Dz��������������ׂ������^��늺��������ֹ�������������(d��o)���ֹ�����늺������P(gu��n)�I�ֳɼ��w�S�غ��z���͵͚亸�z�����������ֹ�늻������Ϻ����g(sh��)�������҇��^ȥ�ܵ�ʩ���F(xi��n)�����P(gu��n)�I���ӹ�ˇ�������Ԟ�֧�ܽM����϶�ܴ�������늺�����ȫ�^�����x��Ϣ�����������M(j��n)�У����Ӻ��ӱ���ܴ�������늺����Ӹ�Ч�ʵ͡��ֹ�늻�����ʽ�`�㺆���������m��(y��ng)������(qi��ng)�������������N��ʽ���ЙC(j��)�Y(ji��)�ϼ����w�S�غ��z��(y��u)���ĸ����m��(y��ng)�������S�������������ԄӺ��C(j��)��ʽ��������������������ԄӺ��C(j��)�����ׂ������^늺����Ӱl(f��)չڅ�ݵĴ����څ�������ܵ��ԄӺ��C(j��)���g(sh��)�����늺����Ӹ�Ч���������ڄ�Ч��С��늺�����ȫ�^�����˞�ʧ�`Σ��С�ȃ�(y��u)�c(di��n)�������ڴ�ڏ�����ڹܹܵ����a(ch��n)�������\(y��n)�ðl(f��)չ?ji��)����dz���?/span>








 ����s��ϵ�С�
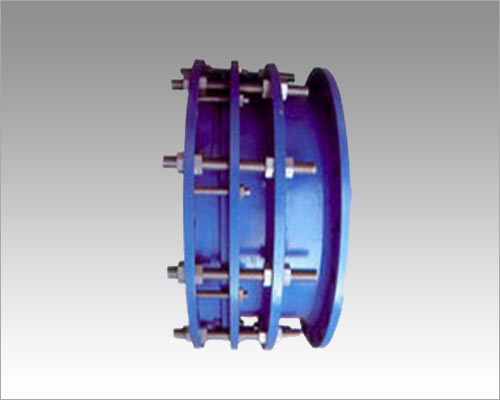
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a(b��)����ϵ�С�
���a(b��)����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�





















![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)