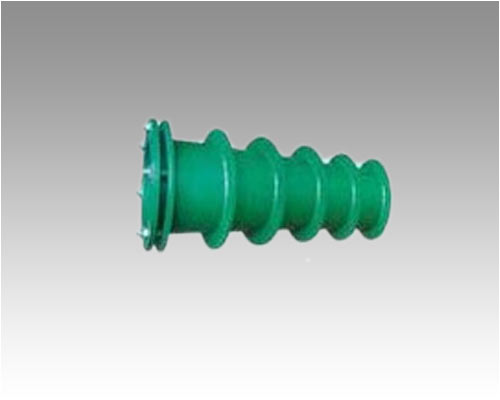
╔“Ļ¢å╬Ę©╠m╦╔╠ūé„┴”ĮėŅ^▀xė├ŠĆĖŅ╝ė╣ż╣ż╦ćĢr(sh©¬)Ą─┴„│╠╝ė╣ż╣ż╦ćĘ©
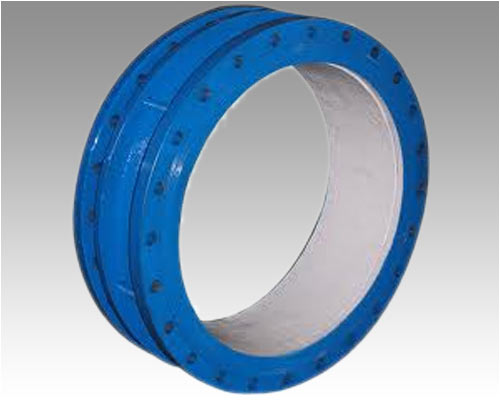
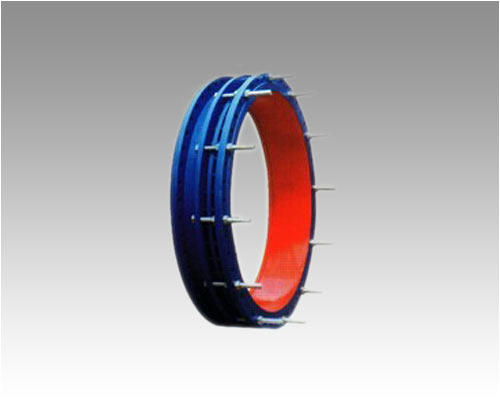
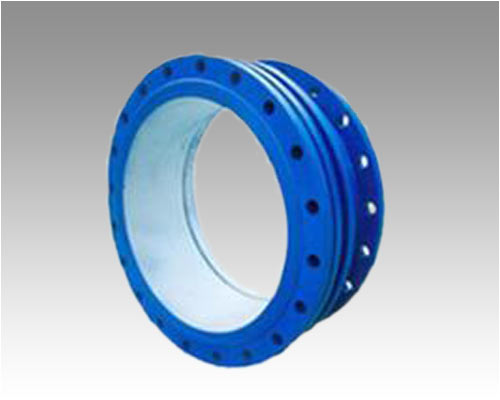
å╬Ę©╠m╦╔╠ūé„┴”ĮėŅ^▀xė├ŠĆĖŅ╝ė╣ż╣ż╦ćĢr(sh©¬)�Ż¼╝ż╣ŌŪąĖŅ╝ė╣ż╣ż╦ćæ¬(y©®ng)▀mė├▒╗╝ż╣ŌŪąĖŅįŁ▓─┴ŽŻ¼▓╗┐╔░l(f©Ī)╔·┴č║█Ą╚▓╗┴╝ė░Ēæ╚▒³c(di©Żn)����ĪŻ╝ż╣ŌŪąĖŅŪ░ę¬ķ_š╣įŁ▓─┴Žś╦(bi©Īo)ūR(sh©¬)ęŲų│Ż¼Ę└ų╣įŁ▓─┴Ž╗źė├�ĪŻ ╠╝╦žõōQ235õō░Õ▓╗Ģ■(hu©¼)į┘ķ_š╣ÖC(j©®)ąĄ╝ė╣żųŲįņĢr(sh©¬)Ż¼æ¬(y©®ng)īó╝ż╣ŌŪąĖŅ▒Ē├µĄ─č§╗»ŲżĪóĀtį³����Īó×R│÷╬’Ą╚Ž¹│²š¹ØŹŻ¼▓óīó╝ż╣ŌŪąĖŅ├µĮŌøQš¹ŲĮ���ĪŻÖC(j©®)ąĄįO(sh©©)éõø_╝¶║¾Ą─▓╗õPõō░Õ▓─▀ģčž▓╗┐╔ėą┴č║█�Īó├½▀ģ║═╚▒└ŌĀŅør����ĪŻ║ŽĮõōį┌╣żū„£žČ╚ąĪė┌-20Īµ�����Ż¼╠╝╦žõōį┌╣żū„£žČ╚ąĪė┌OĪµĢr(sh©¬)��Ż¼▓╗▀m║Ž▀xė├ÖC(j©®)ąĄįO(sh©©)éõø_╝¶�����ĪŻ
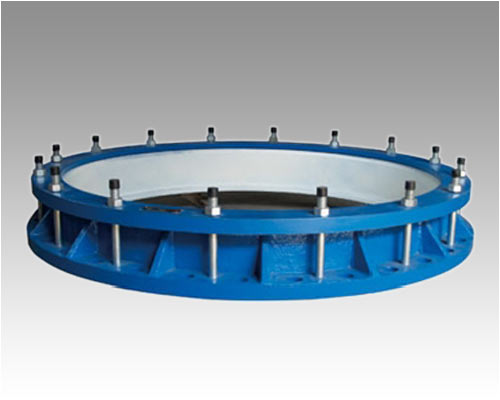
ī”(du©¼)ŠĆĖŅ║¾įņ│╔┴č║█Ą─║±õō░Õ��Ż¼║Ė║¾æ¬(y©®ng)įō±R╔Žķ_š╣¤ß╠Ä└Ē╣ż╦ć���Ż¼▓╗╚╗æ¬(y©®ng)ū÷║¾¤ß╠Ä└Ē╣ż╦ć����ĪŻĢ│▀\(y©┤n)å╬Ę©╠m╦╔╠ūé„┴”ĮėŅ^Ą─║Ė║¾¤ß╠Ä└Ēæ¬(y©®ng)ę└ššDL/T 752Ą─ę¬Ū¾ķ_š╣Ż¼Ą½║Ė║¾¤ß╠Ä└ĒĄ─ūŅ┤¾��Ż¼┐ž£ž£žČ╚æ¬(y©®ng)įō▒╚ā╔▀ģįŁ▓─┘|(zh©¼)╝░║ĖĮė╚█Ę¾Įī┘▓─┴Ž╚²š▀ųąūŅ╔┘ £žČ╚Ą═20ĪµĪ½30Īµ��ĪŻ
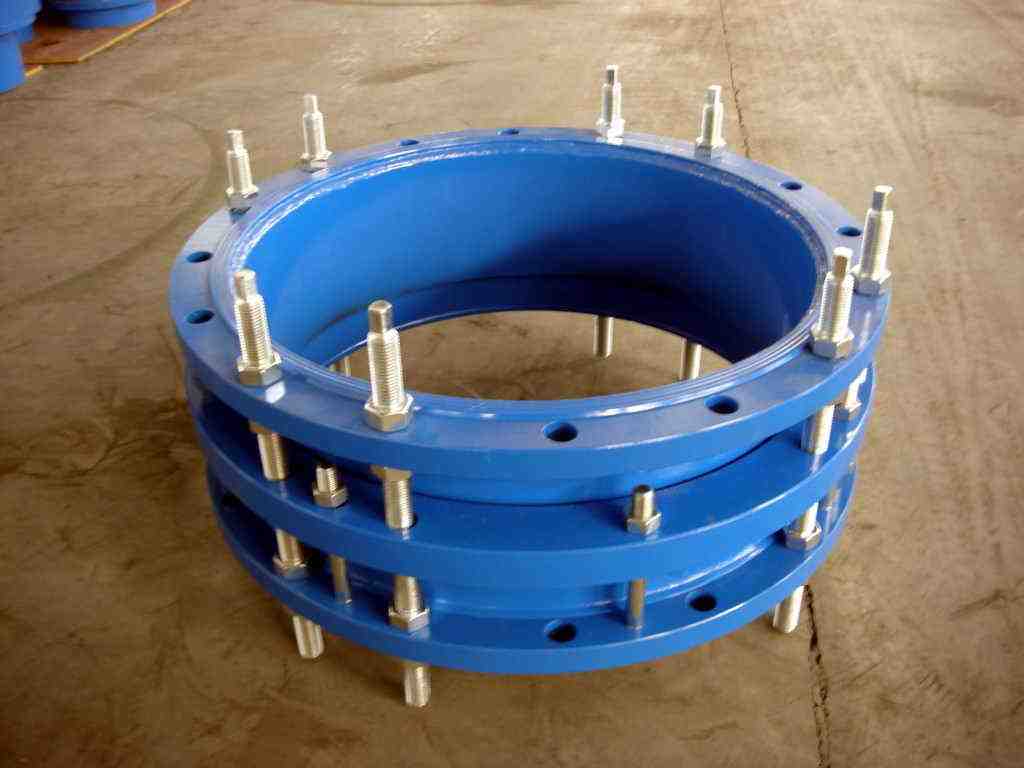
å╬Ę©╠m╦╔╠ūé„┴”ĮėŅ^Ą─░▓čb┴„│╠:
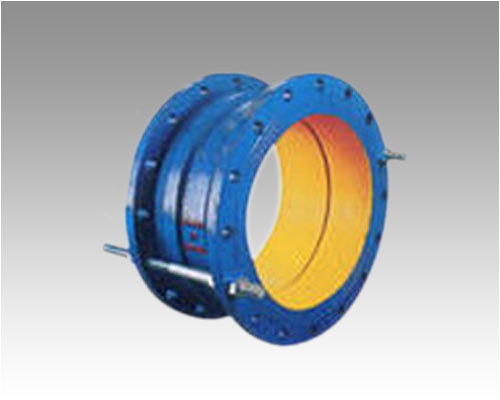
1Ž╚░čš²ųąķgą²╔w┬▌├▒╦╔Ą¶���Ż¼╩╣├▄ĘŌ╚”╠Äį┌╗∙▒Š╔Ž▓╗┐╔ęį▀\(y©┤n)ąąĀŅæB(t©żi)�Ż¼ļS║¾į┘š{(di©żo)╣Ø(ji©”)Č╠╣▄�����Ż¼š{(di©żo)╣Ø(ji©”)Ą─ęÄ(gu©®)Ė±░┤1/2ΔL×ķūŅ║├����Ż¼į┘š{(di©żo)╣Ø(ji©”)║├▀BĮėŅ^Ż¼▓ó│²Ą¶┬▌─ĖĄ─Ą┌ę╗éĆ(g©©)┬▌├▒�����Ż¼╩╣╣▄Ą└═©ą─�����Ż¼▓ó╩╣┬▌─ĖĄ─Ņ^ųĖŽ“╣▄Ą└Ę©╠m┐ūŻ¼▒Ń┐╔ķ_š╣ę╗Č╦░▓čb���ĪŻ
2.┬▌├▒│õē║ę¬ī”(du©¼)ĘQąį����Ż¼ųØuöQŠo����ĪŻ
3.į┘░▓┴Ēę╗Č╦Ę©╠m��Ż¼ĘĮ╩Į═Ųī¦(d©Żo)��ĪŻ
4.ī”(du©¼)ĘQąį┬²┬²┐©Šoą²╔w┬▌├▒�����Ż¼ęį▀m×ķ┐╔���ĪŻ
5.╣żū„ųąĢr(sh©¬)��Ż¼░l(f©Ī)ėX▓┐Ęų├▄ĘŌ▓╗Šo��Ż¼┐╔į┌▓┐Ęų┐©Šoą²╔w┬▌├▒����Ż¼ęį▓╗ą╣┬ČĮžų╣Ż¼ā╔▀ģ├▄ĘŌ▓╗Šo�����Ż¼ųØu┼żŠoĘ©╠mā╔▀ģ┬▌├▒�����Ż¼ų┴▓╗┬®╦«Įžų╣��ĪŻ







 ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐
ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐ ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐
ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐ ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐
ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐ ĪŠča(b©│)āöŲ„ŽĄ┴ąĪ┐
ĪŠča(b©│)āöŲ„ŽĄ┴ąĪ┐ ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐
ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐





















![07FS02äéąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/1546244437.jpg)
![07FS02╚ßąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/161266329.jpg)
![╚╦Ę└ĄžŽ┬╩ęīŻė├├▄ķ]╠ū╣▄](/uploadfile/201609/2/1616466125.jpg)