�����η��m��λ��s���^�l(f��)���Քn�y�}��ԭ����ʲô
��(d��o)�η��m��λ��s���^�Քn�y�}���w���F(xi��n)�����ׂ�(g��)���棺����
һ�����������ģ������������M(j��n)�z��ģؐҪ�{(di��o)��(ji��)���M(j��n)�z�ڵij�ģ�������������nj�(du��)�Q���O(sh��)���M(j��n)�z�ڡ�ģؐ�����c(di��n)��λ��(y��ng)�������O(sh��)����sѭ�h(hu��n)ˮ�����_��ģؐ�����䌦(du��)������Քn�����dz��õČ�(sh��)�HЧ���������ȫ��ģؐ��(y��ng)�]��ë߅�Ҿ߂� �iģ���]����������ܳГ�(d��n)�{��������١���ճ����ĥ���ϵij�ģ������ ����ע���O(sh��)�����������ϲ���ע�ܙC(j��)�ݗU�������Óp�ı��^��(y��n)�������ע�뼰ԇ���r(sh��)��ĥ���Ϯa(ch��n)��©����������p���˳�ģ����������������������(d��o)����ĥ���ϲ����^�ܴ���^С�������^С�t�dz������������ϰ�ȫͨ�����ܴ�t��ʹ����С�������ģ�a(ch��n)���D�y������� ����������a(ch��n)��ˇ���̣�����ע�빤������������ԇ����������������ע��r(sh��)�g���ᘌ�(du��)��ͨ�Դ�����z���{����(hu��)���ë߅������ӱM���ܜp��ģ������p����Ͳǰ�˺͇��^�ضȣ�ʹ�M(j��n)����ģ����ĥ���������D(zhu��n)׃��������dz��������;ᘌ�(du��)��ճ�����z����(y��ng)������Ͳ�ض�������ʹ��ģ�dz����ס��Քn�a(ch��n)�����M(j��n)�z�ڵ^(q��)�r(sh��)Ҫ����ԇ���r(sh��)�g�����������ע�������܉��^��ݵ�ʹ��Ʒ�����������^�����(sh��)���Քn�����������Ʒ��(y��ng)����ģؐ�ضȣ��_���������;��ڹ���Ʒ��(y��ng)����ģ���Լӿ���Ƥ�ĸɹ̶����������������Ʒ�ڽY(ji��)��(g��u)��(n��i)����ͣ���ĕr(sh��)�g��������S�ք�Q�����a(ch��n)���������������ʽ���D���C(j��)�ݗUǰ�˱���һ���Ĝp���z�|�Ⱦ������ڽ����Քn��r�����;��ܶȮa(ch��n)Ʒ��(y��ng)�M��Óģ���ڿ՚��л��_ˮ���t����������܉�ʹ�Քn�����p���ֲ�Σ����(y��ng)������ ���������ԭ�����y�}��ԭ�����^ܛ�a(ch��n)����������������ķ�ʽ ���چη��m��λ��s���^ע�ܼӹ�ȫ�^�������ӳɺ˄��Լ��ٽY(ji��)���w��
֮�ώ��r���ǿ���Σ���η��m��λ��s���^���Ե�Ҫ������������a(ch��n)�������r��һ��Ҫ���Շ����ИI(y��)��(bi��o)��(zh��n)��(sh��)���������







 ����s��ϵ�С�
����s��ϵ�С� ���������^ϵ�С�
���������^ϵ�С� ����ˮ��ϵ�С�
����ˮ��ϵ�С� ���a(b��)����ϵ�С�
���a(b��)����ϵ�С� �����z���^ϵ�С�
�����z���^ϵ�С�











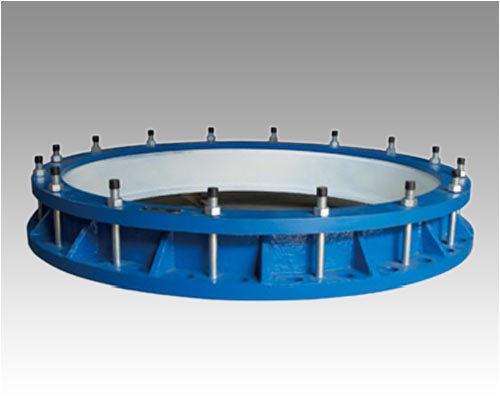











![07FS02�������]��](/uploadfile/201609/2/1546244437.jpg)
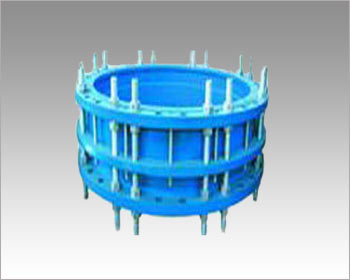
![07FS02�������]��](/uploadfile/201609/2/161266329.jpg)
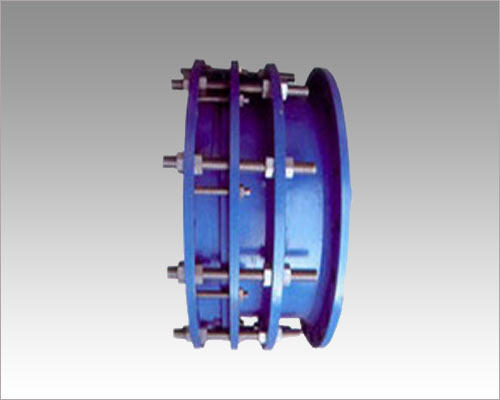
![�˷������Ҍ������]��](/uploadfile/201609/2/1616466125.jpg)