į┌╣▄Ą└╔Ž░▓čbå╬Ę©╠mŽ▐╬╗╔ņ┐s╣Ø(ji©”)║¾�Ż¼öQŠo┬▌─ĖÅŚąį├▄ĘŌ╚”����Ż¼į┌┬▌─Ėē║╔wū„ė├Ž┬╗źŽÓāAą▒�Ż¼Šo┘Nį┌╣▄═Ō╚”Ų├▄ĘŌ┼c▀BĮėū„ė├ĪŻļSų°ÜŌ£žĄ─ūā╗»��Ż¼╣▄Ą└─▄ē“ūįė╔Ąž╔ņ┐s����Ż¼«ö(d©Īng)╗∙ĄA(ch©│)Ž┬│┴?x©¬)rŻ¼╣▄Ą└─▄ē“āAą▒�Ż¼▓ó▒ŻūC├▄ĘŌ▓╗┬®┐┌Ż¼Å─Č°īŹ(sh©¬)¼F(xi©żn)ūįäė(d©░ng)ča(b©│)āö���ĪŻ
å╬Ø▓┐┌─Ż╩Ūę²Ųå╬Ø▓Ž▐╬╗╔ņ┐s╣Ø(ji©”)╩š┐sĄ─ų„ę¬įŁę“Ż║ę╗╩Ū╔ņ┐sĮėŅ^ūó╔õ─Ż����Ż╗ČÓØ▓┐┌─Żę¬š{(di©żo)╣Ø(ji©”)Ė„Ø▓┐┌Ą─╣Ó─Ż╦┘Č╚�����Ż¼▓óī”(du©¼)ĘQķ_(k©Īi)Ø▓┐┌��ĪŻĻP(gu©Īn)µI▓┐╬╗ę¬║Ž└ĒįO(sh©©)ų├└õģsŪ■Ą└Ż¼▒ŻūC─ŻŠ▀Ą─└õģs�����Ż¼ī”(du©¼)Ž¹│²╗“£p╔┘┐s╦«ŲĄĮ║▄║├Ą─ū„ė├���ĪŻ╚½─ŻŅ^æ¬(y©®ng)¤o(w©▓)├½┤╠����Ż¼▓óŠ▀ėą║Ž─Ż├▄ĘŌ─▄┴”��Ż¼┐╔│ą╩▄Ė▀ē║┴”�����ĪóĖ▀╦┘Č╚���ĪóĄ═š│Č╚╚█┴Ž╠Ņ│õĪŻ
Č■╩Ūūó╦▄įO(sh©©)éõ�����Ż╗╣®┴Ž▓╗ūŃ����Ż¼ūó╦▄ÖC(j©®)┬▌ŚU�Īóų∙╚¹─źōpć└(y©ón)ųž�Ż¼╚█┴Žį┌ūó╦▄║═▒Żē║▀^(gu©░)│╠ųą│÷¼F(xi©żn)┬®┴„Ż¼╩╣│õ─Żē║┴”║═┴Ž┴┐Ž┬ĮĄ����Ż¼╚█┴Ž▓╗ūŃĪŻ╦«┐┌┐ū▀^(gu©░)┤¾╗“▀^(gu©░)ąĪ����ĪŻ▀^(gu©░)ąĪätęūūĶ╚¹Įo┴Ž═©Ą└�Ż¼▀^(gu©░)┤¾ät╩╣╔õ┴”ūāąĪŻ¼ļyęį▀M(j©¼n)ąą│õ─Ż��ĪŻ
╔·«a(ch©Żn)╣ż╦ć����Ż╗╠ßĖ▀ūó╦▄ē║┴”Ż¼▒Ż│ųē║┴”����Ż¼čėķL(zh©Żng)ūó╦▄Ģr(sh©¬)ķgĪŻī”(du©¼)┴„äė(d©░ng)▌^┤¾Ą─╦▄┴Ž�����Ż¼Ė▀ē║’w▀ģĢ■(hu©¼)įņ│╔╦·┐ėŻ¼æ¬(y©®ng)▀m«ö(d©Īng)ĮĄĄ═┴Ž£ž���Ż¼ĮĄĄ═ÖC(j©®)═▓Ū░Č╦╝░ćŖūņ£žČ╚�����Ż¼╩╣▀M(j©¼n)╚ļą═Ū╗Ą─╚█┴Ž¾wĘeūā╗»£pąĪ����Ż¼╚▌ęū└õ╣╠�Ż╗ī”(du©¼)ė┌Ė▀š│Č╚╦▄┴ŽŻ¼æ¬(y©®ng)╠ßĖ▀ÖC(j©®)═▓£žČ╚����Ż¼╩╣│õ─Ż╚▌ęūĪŻį┌Ø▓┐┌ģ^(q©▒)▀M(j©¼n)ąą╩š┐sĢr(sh©¬)��Ż¼æ¬(y©®ng)čėķL(zh©Żng)▒Żē║Ģr(sh©¬)ķg���ĪŻį÷╝ėūó╦▄╦┘Č╚Ż¼┐╔▌^ĘĮ▒ŃĄž╩ąķg│õÜŌ��Ż¼Ž¹│²╩š┐sĪŻ▒Ī▒┌│╔ą═┴Ń╝■æ¬(y©®ng)╠ßĖ▀─ŻŠ▀£žČ╚���Ż¼┤_▒ŻŲõ┴„äė(d©░ng)ĒśĢ│���Ż╗║±▒┌│╔ą═╝■æ¬(y©®ng)ĮĄĄ═─ŻŠ▀£žČ╚Ż¼╝ė┐ņ│╔ą═╦┘Č╚����ĪŻīóųŲ╝■└õģs═Ż┴¶Ģr(sh©¬)ķgčėķL(zh©Żng)Ż¼ŠS│ųŠ∙ę╗╔·«a(ch©Żn)ų▄Ų┌����Ż¼╠ßĖ▀Ę┤ē║Ż¼▓óį┌┬▌ŚUŪ░╣Ø(ji©”)▒Ż┴¶ę╗Č©Ą─ŠÅø_ē|Ų¼Ą╚�����Ż¼Č╝ėąų·ė┌£p╔┘╩š┐s¼F(xi©żn)Ž¾�ĪŻī”(du©¼)Š½Č╚▌^Ė▀Ą─«a(ch©Żn)ŲĘŻ¼æ¬(y©®ng)▒Mįńūī─ŻŠ▀į┌┐šÜŌųą╗“¤ß╦«ųąŠÅ┬²└õģs��Ż¼┐╔╩╣╩š┐s░╝Ž▌ŲĮŠÅČ°▓╗ė░Ēæ╩╣ė├���ĪŻ
įŁ┴Ž╦─Ż║įŁ┴Ž╠½▄ø�Ż¼╚▌ęū«a(ch©Żn)╔·░╝Ž▌Ż¼ėąą¦Ą─▐kĘ©╩Ūį┌└Ł╔ņĮėŅ^ūó╔õĢr(sh©¬)╝ė╚ļ│╔║╦ä®��Ż¼ęį╝ė╦┘ĮY(ji©”)Š¦���ĪŻ
╔Ž╩÷ÄūĘNŪķørČ╝╩Ū┐╔ęįė░Ēæ╔ņ┐s┐pąį─▄Ą─ę“╦ž����ĪŻ▒žĒÜ░┤ššć°(gu©«)╝ęś╦(bi©Īo)£╩(zh©│n)▀M(j©¼n)ąą╔·«a(ch©Żn)����ĪŻ







 ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐
ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐ ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐
ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐ ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐
ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐ ĪŠča(b©│)āöŲ„ŽĄ┴ąĪ┐
ĪŠča(b©│)āöŲ„ŽĄ┴ąĪ┐ ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐
ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐











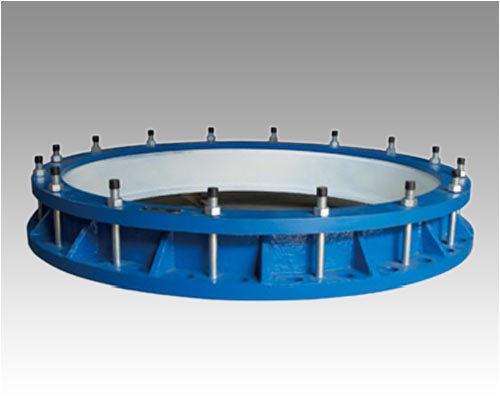











![07FS02äéąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/1546244437.jpg)
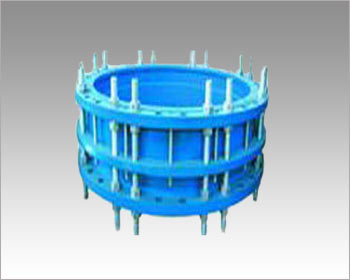
![07FS02╚ßąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/161266329.jpg)
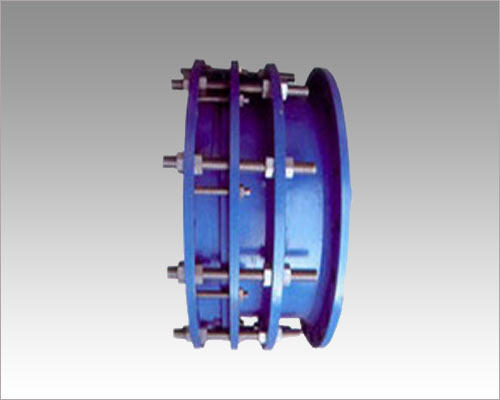
![╚╦Ę└ĄžŽ┬╩ęīŻė├├▄ķ]╠ū╣▄](/uploadfile/201609/2/1616466125.jpg)