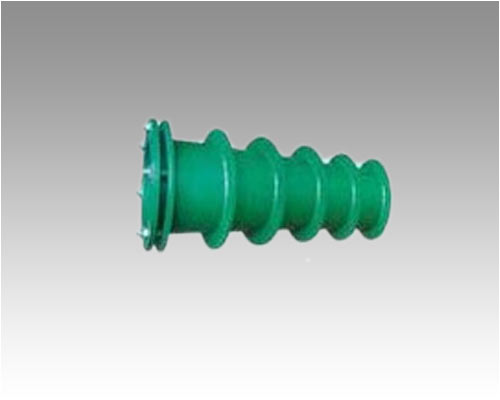
DN200╣▄Ą└╔ņ┐sŲ„║ĖĮė▀^(gu©░)ČÓĄ─ĮŌøQĘĮ░ĖŻ║
į┌ļŖ║Ė▓┘ū„▀^(gu©░)│╠ųą����Ż¼dn200╣▄Ą└╔ņ┐sŲ„Įø(j©®ng)│ŻĢ■(hu©¼)ė÷ĄĮ║ĖĮė▀^(gu©░)┤¾Ą─å¢(w©©n)Ņ}Ż¼
ę╗╩Ūį┌║ĖĮė▀^(gu©░)│╠ųąČ┬╚¹┼cįŁ▓─┴ŽŽÓ═¼Ą─įŁ▓─┴Ž���ĪŻ
Č■╩Ūė├║ĖĮzćŖ║Ėį÷╝ė║ĖĮėļŖ┴„ĪŻ
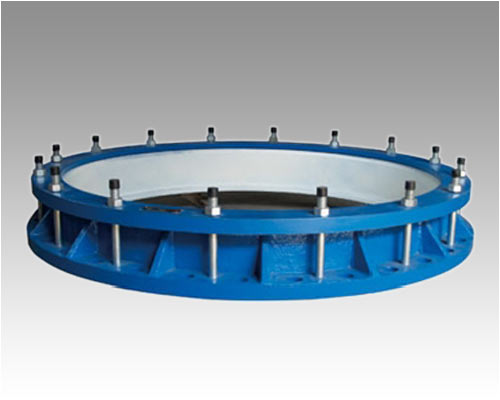
Ą┌╚²�Ż¼╚ń╣¹║ĖĮė▓╗╩ŪĻP(gu©Īn)µI▓┐╝■╗“│ą▌d╬╗ų├����Ż¼ę╗░Ń╚¹═Ō│▀┤ńŽÓ╦ŲĄ─║ĖĮz�����Ż¼Į©ų■õōĮŅŅ^Ą╚┼ōæ¬(y©®ng)┴ó╝┤Ė▓╔w║ĖĮė�ĪŻ
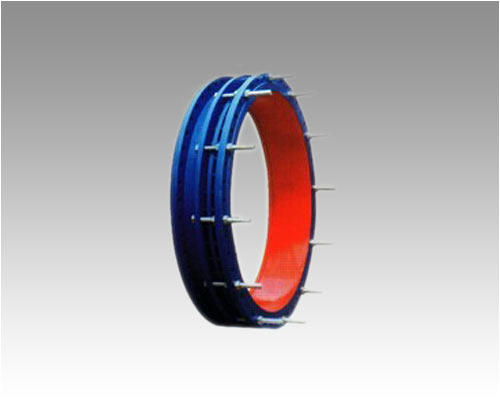
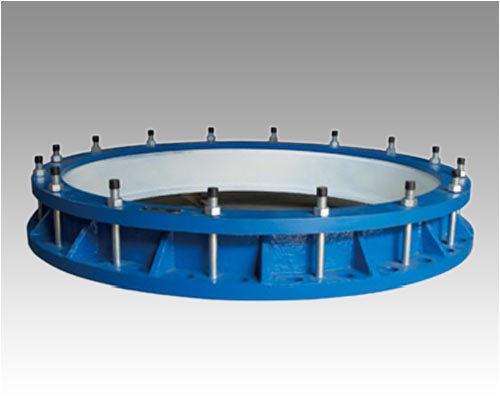
║Ė┐pÄū║╬ą╬ĀŅĄ─ų„ę¬ģóöĄ(sh©┤)╩Ū║ĖĮė┐éīÆČ╚ĪóÕe(cu©░)▀ģ┴┐║═╚█╗»╔ŅČ╚���ĪŻ
Ż©1Ż®║ĖĮė┐éīÆČ╚╩ŪųĖ║ĖĮė▒Ē├µ┼cįŁ▓─┴ŽĄ─Į╗▓µ┐┌�����Ż¼ĘQ×ķ║ĖĮė─_ų║�ĪŻį┌å╬éĆ(g©©)║ĖĮėĮž├µųąŻ¼ā╔éĆ(g©©)║ĖĮė─_ų║ų«ķgĄ─ķgŠÓĘQ×ķ║ĖĮė┐éīÆČ╚����ĪŻ
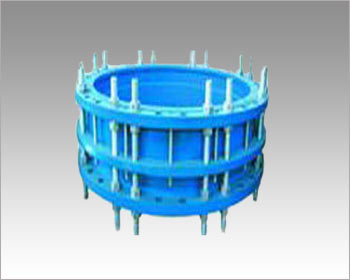
Ż©2Ż®Õe(cu©░)▀ģ┴┐╩ŪųĖ║ĖĮė▒Ē├µ║Ėų║▀BĮė╔ŽĘĮ║ĖĮė║ŽĮĄ─Ė▀Č╚ĘQ×ķÕe(cu©░)▀ģ┴┐ĪŻ║ĖĮėĄ─Õe(cu©░)▀ģ┴┐╠ßĖ▀┴╦║ĖĮėĄ─Įž├µ║═│ą▌d┴”����Ż¼┐╔ęį╠ßĖ▀X╔õŠĆĄ─├¶Ėąąį���Ż¼Ą½Ģ■(hu©¼)į┌║ĖĮėĄ──_ų║╠Äę²Ųæ¬(y©®ng)┴”���ĪŻę╗░ŃęÄ(gu©®)Č©Õe(cu©░)▀ģ┴┐▓╗Ą├ąĪė┌įŁ▓─┴ŽŻ¼ŲõŽÓī”(du©¼)Ė▀Č╚ļSįŁ▓─┴ŽĄ─į÷╝ėČ°į÷╝ė����Ż¼Ą½▌^┤¾▓╗Ą├│¼▀^(gu©░)3mm����ĪŻ
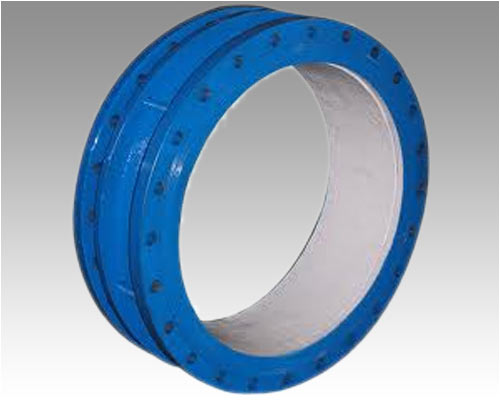
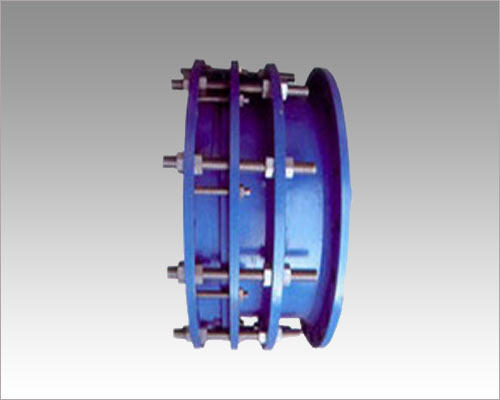
Ż©3Ż®╚█╗»╔ŅČ╚į┌ī”(du©¼)Įė║ĖĮėĮž├µ╔Ž����Ż¼įŁ▓─┴Ž╚█╗»╔ŅČ╚ĘQ×ķ╚█╗»╔ŅČ╚ĪŻę╗Č©Ą─╚█╗»╔ŅČ╚ųĄ▒ŻūC┴╦║ĖĮė║═įŁ▓─┴ŽĄ─╚█╗»┐╣ē║ÅŖ(qi©óng)Č╚��ĪŻ«ö(d©Īng)╠Ē╝ėĮī┘▓─┴ŽŻ©║ĖĮz╗“║ĖŚlŻ®Ģr(sh©¬)��Ż¼╚█╗»╔ŅČ╚┤_Č©┴╦║ĖĮė│╔Ęų�����ĪŻ▓╗═¼Ą─║ĖĮė╣ż╦ćęÄ(gu©®)Č©┴╦▓╗═¼Ą─╚█╗»╔ŅČ╚ųĄĪŻ└²╚ń�Ż¼į┌ćŖ║Ė▀^(gu©░)│╠ųąŻ¼×ķ┴╦Ė³║├Ąž▒Ż│ųćŖ║ĖīėĄ─ÅŖ(qi©óng)Č╚��Ż¼ĮĄĄ═įŁ▓─┴Žī”(du©¼)║ĖĮėĄ─ŽĪßīą¦╣¹�Ż¼į┌▒ŻūC╚█╗»Ą─Śl╝■Ž┬Ż¼æ¬(y©®ng)ęÄ(gu©®)Č©▌^ąĪĄ─╚█╗»╔ŅČ╚��ĪŻ







 ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐
ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐ ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐
ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐ ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐
ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐ ĪŠča(b©│)āöŲ„ŽĄ┴ąĪ┐
ĪŠča(b©│)āöŲ„ŽĄ┴ąĪ┐ ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐
ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐






















![07FS02äéąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/1546244437.jpg)
![07FS02╚ßąį├▄ķ]╠ū╣▄](/uploadfile/201609/2/161266329.jpg)
![╚╦Ę└ĄžŽ┬╩ęīŻė├├▄ķ]╠ū╣▄](/uploadfile/201609/2/1616466125.jpg)