īÄŽ─å╬Ę©╠mŽ▐╬╗╔ņ┐sŲ„░l(f©Ī)╔·╩šönå¢Ņ}Ą─įŁę“╩Ū╩▓├┤
ī¦(d©Żo)ų┬å╬Ę©╠mŽ▐╬╗╔ņ┐sŲ„╩šönå¢Ņ}Š▀¾w▒Ē¼F(xi©żn)į┌ęįŽ┬ÄūéĆĘĮ├µŻ║ĪĪĪĪ
ę╗Īó╦▄┴Ž─ŻŠ▀�����Ż╗ČÓ▀M─z┐┌─ŻžÉ꬚{(di©żo)╣Ø(ji©”)Ė„▀M─z┐┌Ą─│õ─Ż╦┘┬╩����Ż¼ūŅ║├╩Ūī”ĘQąįįO(sh©©)┴ó▀M─z┐┌ĪŻ─ŻžÉĄ─ųž³c▓┐╬╗æ¬(y©®ng)║Ž└ĒĄžįO(sh©©)Č©└õģs裣h(hu©ón)╦«Ą└��Ż¼┤_▒Żūó╦▄─ŻŠ▀Ą─ųŲ└õī”ŪÕ│²╗“£pąĪ╩šönŲų°ĘŪ│Ż║├Ą─īŹļHą¦╣¹����ĪŻ╚½▓┐─ŻžÉæ¬(y©®ng)ø]ėą├½▀ģŪęŠ▀éõµi─Ż├▄ķ]ąįŻ¼─▄Įø(j©®ng)╩▄¾{ē║����Īó┐ņ╦┘ĪóĄ═š││ĒČ╚─═─ź▓─┴ŽĄ─│õ─Ż���ĪŻ
Č■���Īóūó╦▄įO(sh©©)éõ����Ż╗╦═┴Ž▓╗ē“����Ż¼ūó╦▄ÖC┬▌ŚU╗“ų∙╚¹▒├ōpē─▒╚▌^ć└(y©ón)ųžŻ¼ūó╚ļ╝░įćē║Ģr─═─ź▓─┴Ž«a(ch©Żn)╔·┬®┴„�Ż¼£p╔┘┴╦│õ─Ż╣żū„ē║┴”║═┴Ž┴┐Ż¼ī¦(d©Żo)ų┬─═─ź▓─┴Ž▓╗ē“��ĪŻćŖŅ^┐ū║▄┤¾╗“▀^ąĪ��ĪŻ╠½ąĪätĘŪ│Ż╚▌ęūūĶ╚¹╚ļ┴Ž░▓╚½═©Ą└�Ż¼║▄┤¾ätīó╩╣╔õ┴”ąĪŻ¼│õ─Ż«a(ch©Żn)╔·ŲDļy����ĪŻ
╚²Īó╔·«a(ch©Żn)╣ż╦ć┴„│╠�Ż╗╠ß╔²ūó╚ļ╣żū„ē║┴”Ż¼įćē║╣żū„ē║┴”�����Ż¼į÷╝ėūó╚ļĢrķg�����ĪŻßśī”┴„═©ąį┤¾Ą─╦▄─z�����Ż¼¾{ē║Ģ■įņ│╔├½▀ģįņ│╔╦·┐ė▒M┐╔─▄£p╔┘─Ż£ž���Ż¼£p╔┘┴Ž═▓Ū░░ļČ╬║═ćŖŅ^£žČ╚���Ż¼╩╣▀MĄĮ░╝─ŻĄ──═─ź▓─┴Ž╚▌┴┐▐D(zhu©Żn)ūāĮĄĄ═Ż¼ĘŪ│Ż╚▌ęū└õ╣╠;ßśī”Ė▀š││ĒČ╚╦▄─z���Ż¼æ¬(y©®ng)╠ß╔²┴Ž═▓£žČ╚���Ż¼╩╣│õ─ŻĘŪ│Ż╚▌ęūĪŻ╩šön«a(ch©Żn)╔·į┌▀M─z┐┌Ąžģ^(q©▒)Ģrę¬į÷╝ėįćē║Ģrķg����ĪŻ╠ß╔²ūó╚ļ╦┘┬╩┐╔ęį▌^▒ŃĮ▌Ąž╩╣ųŲŲĘ│õ│Ōų°▓óŪÕ│²Į^┤¾ČÓöĄ(sh©┤)Ą─╩šönĪŻ║±▒┌ųŲŲĘæ¬(y©®ng)╠ß╔²─ŻžÉ£žČ╚����Ż¼┤_▒Ż┴Ž┴„Ģ│Ēś;▒Ī▒┌ųŲŲĘæ¬(y©®ng)ĮĄĄ═─Ż£žęį╝ė┐ņ═ŌŲżĄ─Ė╔╣╠Č©ą╬���ĪŻį÷╝ėųŲŲĘį┌ĮY(ji©”)śŗ(g©░u)ā╚(n©©i)ųŲ└õ═Ż┴¶Ą─ĢrķgŻ¼ŠS│ųä“ĘQĄ─╔·«a(ch©Żn)ų▄Ų┌�Ż¼╠ß╔²▒│ē║╩ĮŻ¼ĮzŚUŪ░░ļČ╬▒Ż┤µę╗Č©Ą─£pš─zē|Ą╚Š∙ėąęµė┌ĮĄĄ═╩šönĀŅør��ĪŻĄ═Š½├▄Č╚«a(ch©Żn)ŲĘæ¬(y©®ng)▒Mįń│÷─ŻūīŲõį┌┐šÜŌųą╗“ķ_╦«ųą▀tŠÅųŲ└õ����Ż¼┐╔ęį╩╣╩šön░╝║█▌pŠÅėų▓╗ė░ĒæĄĮæ¬(y©®ng)ė├ĪŻ
╦─�ĪóįŁ▓─┴Žå¢Ņ}Ż║įŁ┴Ž▀^▄øęū«a(ch©Żn)╔·░╝║█Ż¼ūŅ║├Ą─▐kĘ©╩Ūį┌å╬Ę©╠mŽ▐╬╗╔ņ┐sŲ„ūó╦▄╝ė╣ż╚½▀^│╠ųą╠Ē╝ė│╔║╦ä®ęį╝ė╦┘ĮY(ji©”)Š¦¾w��ĪŻ
ęį╔ŽÄūŅÉĀŅør▀Ć╩Ū┐╔ęį╬Ż║”å╬Ę©╠mŽ▐╬╗╔ņ┐sŲ„╠žąįĄ─ę¬╦ž�����ĪŻ╔·«a(ch©Żn)ųŲįņĄ─ŪķørŽ┬ę╗Č©ę¬ę└ššć°╝ęąąśI(y©©)ś╦(bi©Īo)£╩(zh©│n)īŹąą�ĪŻ
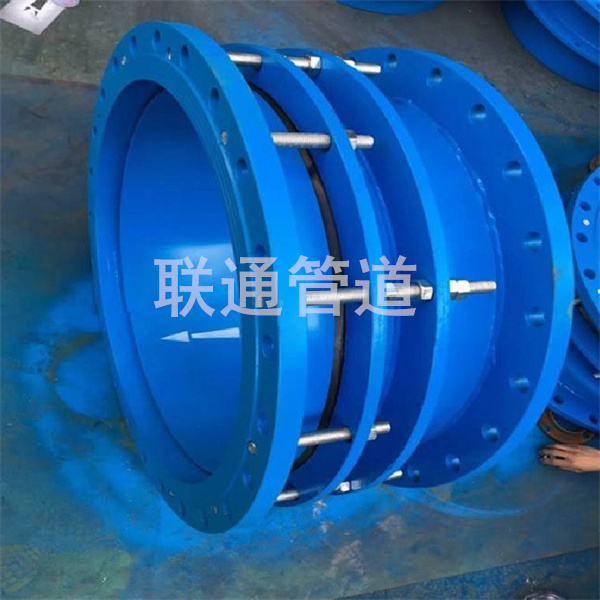
Ėąųx─·×gė[ĪŠīÄŽ─å╬Ę©╠mŽ▐╬╗╔ņ┐sŲ„Ī┐«a(ch©Żn)ŲĘŻĪņ¢┴x╩ą┬ō(li©ón)═©╣▄Ą└ÅSį┌┤╦ĖąųxÅV┤¾┐═æ¶┼¾ėč╬ę╣½╦Š«a(ch©Żn)ŲĘĄ─┤¾┴”ų¦│ų�����Ż¼╬ęāH┤·▒Ēņ¢┴x╩ą┬ō(li©ón)═©╣▄Ą└ÅS╚½¾wåT╣żĖąųx─·Ą─╣Ō┼R┼c╗▌ŅÖŻĪ
ęį╔Ž╬─ūų├Ķ╩÷▀Ćėą╩▓├┤▓╗╠½ŪÕ│■Ą─ĄžĘĮ┐╔ęįų┬ļŖņ¢┴x╩ą┬ō(li©ón)═©╣▄Ą└ÅSĪŠīÄŽ─å╬Ę©╠mŽ▐╬╗╔ņ┐sŲ„Ī┐╝╝ąg(sh©┤)Ę■äš(w©┤)ļŖįÆŻ║ĪŠ15617617287 Ī┐┬ō(li©ón)ŽĄ╚╦Ż║ĪŠ ²ŗĮø(j©®ng)└Ē Ī┐����Ż¼ų▒Įė£Ž═©��Ż¼½@╚Īą┬ą┼Žó����Ż¼ū÷│÷š²┤_Ą─▀xō±ŻĪ



 ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐
ĪŠ╔ņ┐sŲ„ŽĄ┴ąĪ┐ ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐
ĪŠé„┴”ĮėŅ^ŽĄ┴ąĪ┐ ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐
ĪŠĘ└╦«╠ū╣▄ŽĄ┴ąĪ┐ ĪŠčaāöŲ„ŽĄ┴ąĪ┐
ĪŠčaāöŲ„ŽĄ┴ąĪ┐ ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐
ĪŠŽ─zĮėŅ^ŽĄ┴ąĪ┐